Qui sommes nous ? |
Tireur assidu ( mais aussi chasseur ) depuis 1996, j'ai pratiqué durant ces années toutes sortes de tirs, de loisir et de compétition : Ayant débuté en armes anciennes de poing j'ai rapidement gravi les échelons jusqu'au niveau national ( plusieurs titres de champion de France individuel et par équipes ).
Je me suis ensuite lancé au début des années 2000 dans le tir aux armes d'épaule en longue distance ( 600 et 1000 yards ), toujours ŕ la poudre noire, avec un certain succčs...
Quelques années plus tard, je me suis lancé puis spécialisé dans le tir de trčs haute précision ŕ longue distance...avec des armes modernes cette fois, et avec un beau palmarčs ŕ la clé !!!
Fort de ma formation génie mécanique ( tournage - fraisage de précision ) et maintenance industrielle, j'ai ouvert ARMECA en 2006 dans le but d'offrir aux tireurs Français la possibilité d'avoir accčs ŕ des matériels de qualité, et d'en assurer le suivi...
Spécialisé au départ dans le chambrage et le montage de canons match de haute précision, je suis aujourd'hui ŕ męme de proposer des armes complčtes, plus ou moins personnalisées, mais aussi des optiques, des munitions, du matériel de transport et d'entretien, des accessoires divers tels que vous pouvez les trouver sur ce site...
Contrairement ŕ certains de mes confrčres peu scrupuleux qui ne regardent que le profit, ou jouent ŕ la guerre des promotions sur le net pour appâter le client naďf, je ne propose que des matériels de qualité, que j'ai pour la plupart largement testé personnellement avant de vous les proposer.
Je ne vends pas des références commerciales, mais bien du matériel spécialisé, reconnu, et, fort de mon expérience unique en France, je prends le temps de conseiller au mieux les clients qui en font la demande...
Concernant les tarifs : ils sont au plus bas de ce que je peux proposer raisonnablement, mais il est néanmoins possible de trouver parfois un peu moins cher sur le net ou ŕ l'étranger.
Par contre, je peux assurer sans craintes que dans le domaine qui nous passionne, les économies se font sur le long terme...
Malheureusement, nous rencontrons trop souvent sur les pas de tirs des tireurs déçus car mal conseillés, ayant acheté "ŕ la va-vite" , du matériel inadapté ŕ leur usage, et devant se résoudre ŕ essayer de le vendre ŕ bas prix avec la lourde perte financičre que cela entraîne !
En résumé : Les bons conseils feront toute la différence au moment de faire votre choix !
Et maintenant, place ŕ la technique !
|
|
BOITIER ARMECA |
Canon Lothar Walther cal 338 LM en phase finale de montage sur boîtier ARMECA... |  |
|
La préparation complčte d'un boîtier Remington 700 |
Les boîtiers Remington sont une excellente base pour réaliser une arme custom de tir longue distance.
Néanmoins, leur fabrication en série ne permet pas d'avoir les tolérances les plus strictes, nécessaires ŕ une arme de précision.
Préalablement ŕ un recanonage, il est donc conseillé de procéder ŕ une préparation du boîtier.
Tout d'abord, le boîtier est rectifié au tour, suivant la méthode de Greg Tannel, célčbre armurier Américain.
Cette opération permet :
- de recentrer le filetage du boîtier par rapport ŕ l'axe de la culasse,
- de rééquerrer les mortaises de verrouillage du boîtier, ainsi que sa face avant d'appui sur le canon.
Les tensions néfastes pouvant apparaître au niveau du filetage et des tenons de verrouillage sont ainsi éliminées.
Attention : La rectification du boîtier ne peut se faire que lors d'un recanonage.
En effet, les côtes internes du boîtier étant modifiées, le canon d'origine ne peut dčs lors plus ętre remonté.
Nous effectuons ces opérations uniquement sur les boîtiers Rem 700 !!!
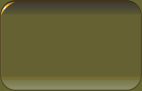
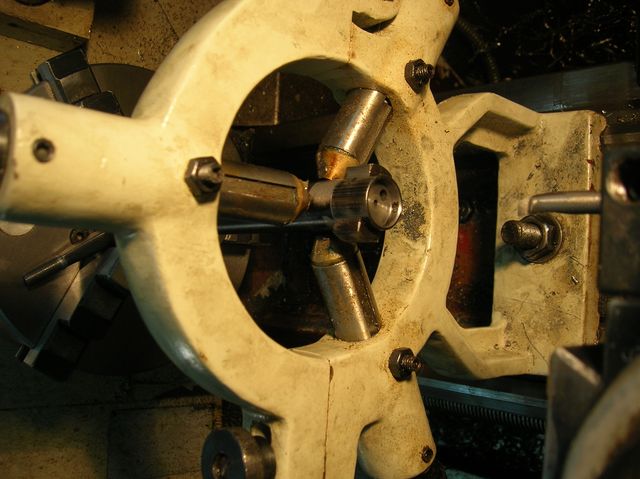
Le centrage du boîtier au comparateur dans le mandrin 4 mors :
|  |
|
Le boîtier rectifié : |  |
|
Les tenons de la culasse sont ensuite rôdés dans les mortaises de verrouillage, pour un contact ŕ 100 %. ( zone sombre )
|  |
|
Les rails de guidage de la culasse ainsi que les lčvres du magasin sont ensuite polis, pour assurer une alimentation plus fluide.
Enfin, la détente est réglée pour un départ net et franc ŕ environ 800 grammes, ou ŕ un poids supérieur sur demande.
|
|
Les canons |
Nous utilisons exclusivement des canons de qualité match provenant de fabricants renommés pour toutes nos réalisations d'armes de précision.
Un canon "match" a des tolérences de fabrication extręmement serrées, inférieures ŕ 2/100č de mm sur le diamčtre initial d'alésage, et inférieures ŕ 1/100č de mm d'un bout ŕ l'autre du tube par rapport ŕ ce diamčtre.
Le polissage de l'âme est réalisé ŕ la main ( hand lapping ) pour un état de surface parfait.
Par comparaison, un canon de qualité "standard" peut avoir des tolérances d'usinage de plusieurs dixičmes de mm suivant les fabricants, et le polissage final est dans la plupart des cas absent. |
|
Le décanonage : |
Le canon est tenu dans un étau spécialement conçu, muni de mordaches en aluminium pour préserver au maximum la finition en cas de réutilisation de celui-ci.
Le boîtier est quand ŕ lui maintenu dans une clé usinée aux côtes extérieures de celui-ci, pour ne pas l'abimer ni le "vriller" :
|  |
|
Le canon "nu" : |  |
|
Le filetage et le chambrage du nouveau canon : |
Le maître-mot dans la réalisation d'un chambrage de qualité est : concentricité.
Le centrage du canon dans la broche du tour est fait au comparateur 1/100č, en utilisant un montage spécial, garantissant que le canon ne soit soumis ŕ aucune tension ou torsion, et que l'âme soit parfaitement concentrique avec l'axe de rotation de la broche, particuličrement au niveau de la prise de rayures.
La concentricité de la chambre au niveau du collet est garantie inférieure ŕ 1/100č par l'utilisation de fraises JGS match ŕ pilotes interchangeables, adaptés avec une tolérance de 5/1000č au diamčtre de l'âme.
La fraise est tenue dans un mandrin flottant de marque JGS, qui lui permet de s'auto-centrer sur l'axe de rotation.
C'est ŕ ces seules conditions que l'on peut obtenir un chambrage de la plus haute qualité, élément primordial pour une arme de haute précision.
Nous pouvons sur simple demande rallonger le free bore ŕ la longueur voulue pour l'utilisation de balles VLD grâce ŕ des alésoirs spécifiques ( throaters ).
Le centrage : | 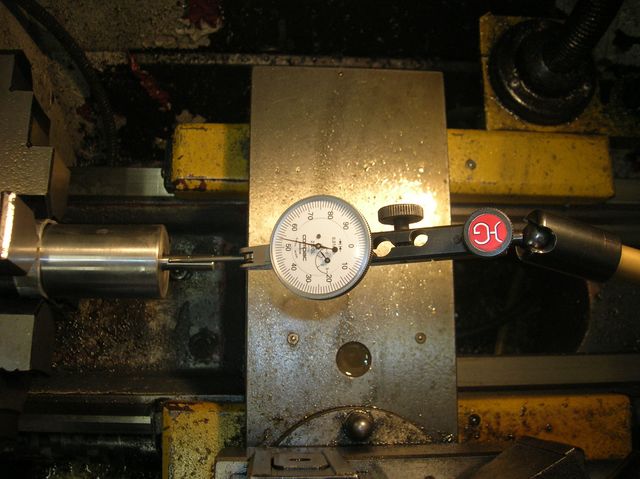 |
|
Le filetage | 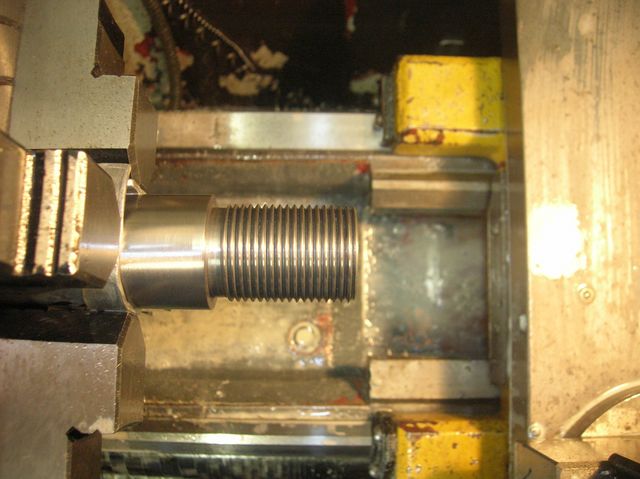 |
|
Le chambrage : |  |
|
Le contrôle : |
Avant démontage du mandrin, la concentricité de la chambre et l'alignement du boîtier auparavant rectifié sont contrôlés, ainsi que la feuillure.
Le canon est ensuite retourné et la bouche est usinée avec le plus grand soin.
Contrôle de la feuillure :
|  |
|
La culasse ferme sur la jauge "GO" : |  |
|
Et ne verrouille pas sur la "NO GO" : |  |
|
Le montage |
Le canon est ensuite démonté du tour, numéroté et le serrage final sur le boîtier est effectué.
Viendra enfin le passage au banc d'épreuve de St Etienne. | |
|
L'arme finie |
L'AWM .338 Lapua Magnum a repris son apparence normale, aprčs ajout d'un frein de bouche et un traitement Duracoat : |  |
|
Les freins de bouche |
Pour le confort du tireur, le montage d'un frein de bouche est possible, et męme conseillé lors de l'emploi de calibres magnums.
Les freins de bouche de fabrication ARMECA sont reconnus pour ętre parmi les plus efficaces du marché, et sont réalisés ŕ partir d'un barreau d'acier entičrement usiné ( pas de moulage ) pour maintenir les tolérances de fabrications au minimum.
La concentricité avec l'âme du canon est garantie et la précision de l'arme est absolument inchangée.
Ils sont filetés au pas standard de 18 x 1.00, démontables, et interchangeables avec les réducteurs de son Vortex, SAI ou BR Tuote et tout accessoire Sako.
Lors de l'utilisation d'un frein de bouche, le port de protections auditives est fortement conseillé, pour le tireur et pour son entourage. |
|
Fabrication d'un frein de bouche |
Perçage du frein de bouche "varmint" sur le diviseur : |  |
|
Frein de bouche "varmint" : |  |
|
Monté sur le canon : |  |
|
Si, si, le frein de bouche est bel et bien vissé ( et démontable ) ! |  |
|
Pose d'une boule de levier surdimensionnée |
Usinage du levier : |  |
|
Filetage du levier : |  |
|
La culasse munie de son nouveau levier : |  |
|
Modification d'un verrou Rem 700 LA pour accepter du .338 LM : |
Nous pouvons modifier toute culasse Rem 700 action longue pour accepter le culot d'une .338 LM.
La tęte de culasse est évasée au tour :
|  |
|
Puis fraisée pour accepter un extracteur Badger :
|  |
|
Nous conseillons de monter le boîtier ainsi modifié sur une crosse AICS, qui permettra d'utiliser l'arme avec des chargeurs CIP de 5 coups.
Dans le cas contraire, le magasin d'origine n'étant pas dimensionné pour cette cartouche, l'arme ne pourra ętre utilisée qu'en monocoup.
|
|
Recanonage d'une carabine Steyr Mannlicher |
Les canons Steyr sont frettés d'usine dans le boîtier.
Nous procédons au recanonage de ces armes en filetant le boîtier, puis en revissant un canon neuf de façon classique.
|
|
Montage du boîtier dans le tour et filetage intérieur : | 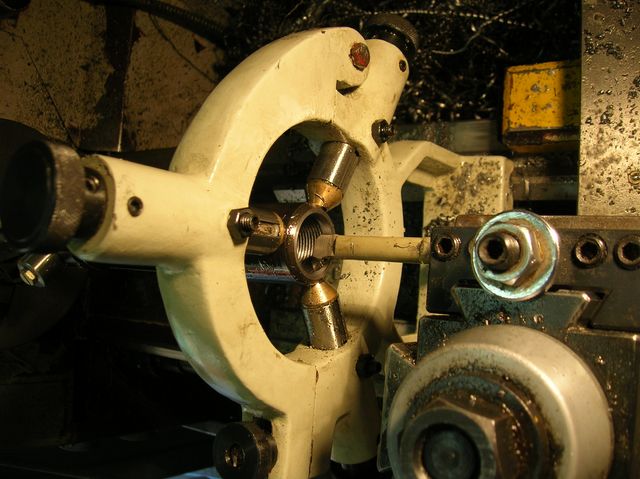 |
|
Le boîtier fileté : |  |
|
Le boîtier et son nouveau canon : |  |
|
Profilage d'un canon |
Nous pouvons profiler des canons ŕ partir de barreaux bruts, ou reprofiler des canons existants pour les alléger.
Néanmoins, cette opération étant trčs longue et délicate, surtout sur des petits diamčtres, nous nous limitons ŕ des profils lourds et semi lourd ( varmint ) au minimum. ( pas de profils chasse )
|  |
|